 English
English 淘宝商城
淘宝商城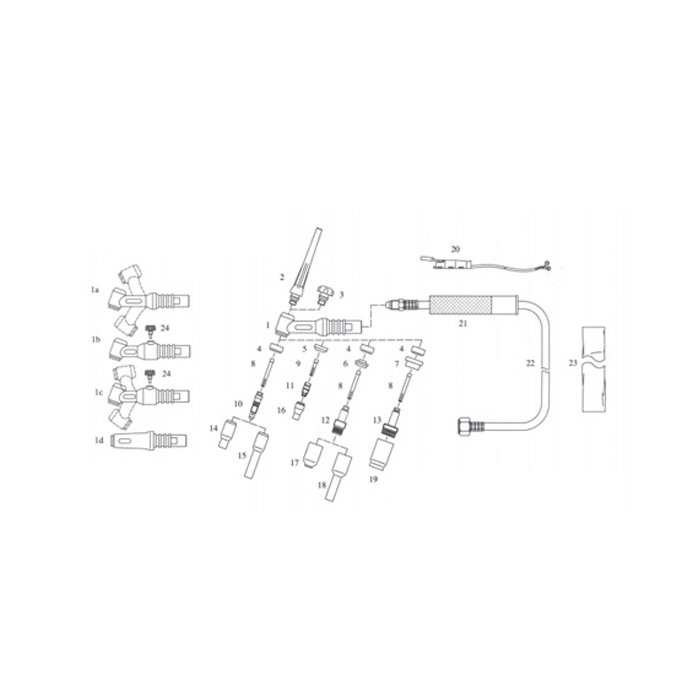
Details
| No. | Description | Part No. |
| WP-26 Torch(Gas and Cable Whole) | WP-26-1(4M) | |
| WP-26 Torch(Gas and Cable Whole) | WP-26-1(8M) | |
| WP-26 Torch(Gas and Cable Separate) | WP-26-2(4M) | |
| WP-26 Torch(Gas and Cable Separate) | WP-26-2(8M) | |
| 1 | Torch Body | WP-26 |
| 1a | Torch Body (Flexible) | WP-26F |
| 1b | Torch Body(Valve) | WP-26V |
| 1c | Torch Body(Flexible and Valve) | WP-26FV |
| 1d | Torch Body(Pencil) | WP-26P |
| 2 | Long Back Cap | 57Y02 |
| 3 | Short Back Cap | 57Y04 |
| 4 | Gasket | 18CG |
| 5 | Stubby Gasket | 18CG-20 |
| 6 | Gas Lens Insulator | 54N01 |
| 7 | Large Dia. Gas Lens Insulator | 54N63 |
| 8 | Collet | 10N21.0.5mm |
| 10N22.1.0mm | ||
| 10N23,1.6mm | ||
| 10N23M,2.0mm | ||
| 10N24.2.4mm | ||
| 10N25,3.2mm | ||
| 9 | Stubby Collet | 10N21S,0.5mm |
| 10N22S,1.0mm | ||
| 10N23S,1.6mm | ||
| 10N23MS.2.0mm | ||
| 10N24S,2.4mm | ||
| 10N25S,3.2mm | ||
| 10 | Collet Body | 10N29,0.5mm |
| 10N30,1.0mm | ||
| 10N31,1.6mm | ||
| 10N32,2.4mm | ||
| 10N28,3.2mm | ||
| 11 | Stubby Collet Body | 17CB20, All size |
| 12 | Medium Gas Lens | 45V29,0.5mm |
| 45V24,1.0mm | ||
| 45V25,1.6mm | ||
| 45V26.2.4mm | ||
| 45V27.3.2mm | ||
| 13 | Large Long Gas Lens | 45V116,1.6mm |
| 45V64.2.4mm | ||
| 995795,3.2mm | ||
| 45V63,4.0mm | ||
| 14 | Ceramic Nozzle | 10N50,6mm |
| 10N49,8mm | ||
| 10N48,10mm | ||
| 10N47.11mm | ||
| 10N46,13mm | ||
| 10N45,16mm | ||
| 10N44,19mm | ||
| 15 | Extra Length Ceramic Nozzle | 10N49L,8mm |
| 10N48L,10mm | ||
| 10N47L,11mm | ||
| 16 | Short Ceramic Nozzle | 13N08,6mm |
| 13N09,8mm | ||
| 13N10,10mm | ||
| 13N11.11mm | ||
| 13N12,13mm | ||
| 13N13,16mm | ||
| 17 | Ceramic Nozzle | 54N18,6mm |
| 54N17,8mm | ||
| 54N16,10mm | ||
| 54N15,11mm | ||
| 54N14,13mm | ||
| 54N19,17mm | ||
| 18 | Extra Long Ceramic Nozzle | 54N17L,8mm |
| 54N16L,10mm | ||
| 54N15L,11mm | ||
| 19 | Extra Dia.Ceramic Nozzle | 57N75,10mm |
| 57N74,13mm | ||
| 53N88,16mm | ||
| 53N87,19mm | ||
| 20 | Switch(with wire) | |
| 21 | Handle | 85WP13 |
| 22 | Cable Assembly | |
| 23 | Cable Assembly Cover | |
| 24 | Valve Stem | VS-1 |
WP-26,WP-26F,WP-26V,WP-26FV,WP-26P Torch Terminations(Cable and Gas Whole)
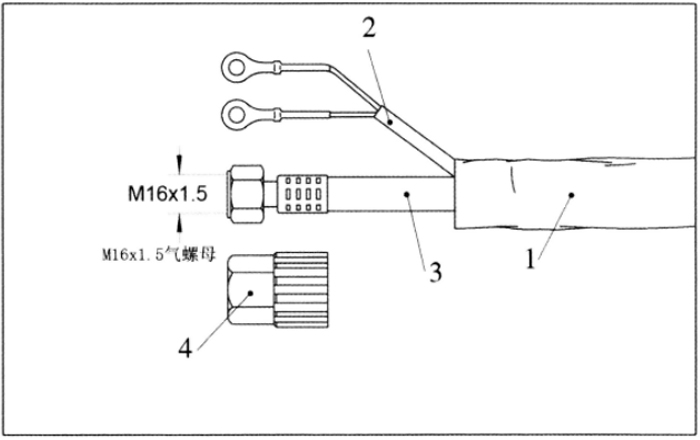
| NO. | Description |
| 1 | Cable Assembly Cover, For 4M(12.5 feet), Rubber/Jean |
| Cable Assembly Cover, For 8M(25 feet), Rubber/Jean | |
| 2 | Control Wire |
| 3 | Cable 14mm²,4M(12.5 feet) |
| Cable 14mm²,8M(25 feet) | |
| 4 | Nut Cup(SW19) |
| NO. | Description |
| 1 | Cable Assembly Cover, For 4M(12.5 feet), Rubber/Jean |
| Cable Assembly Cover, For 8M(25 feet), Rubber/Jean | |
| 2 | Control Wire |
| 3 | Cable 14mm²,4M(12.5 feet) |
| Cable 14mm²,8M(25 feet) |
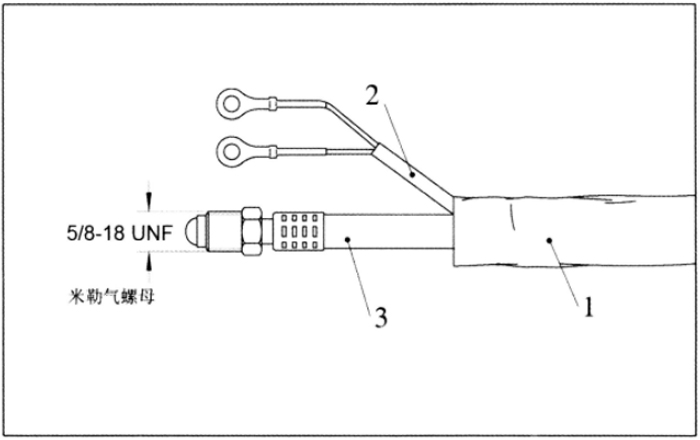
| NO. | Description |
| 1 | Cable Assembly Cover, For 4M(12.5 feet), Rubber/Jean |
| Cable Assembly Cover, For 8M(25 feet), Rubber/Jean | |
| 2 | Control Wire |
| 3 | Cable 14mm²,4M(12.5 feet) |
| Cable 14mm²,8M(25 feet) |
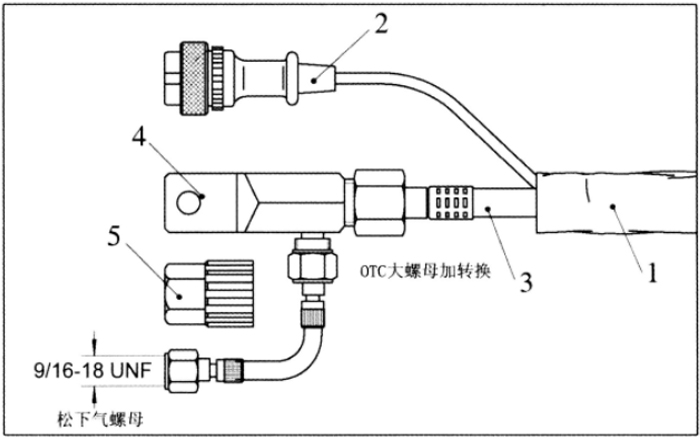
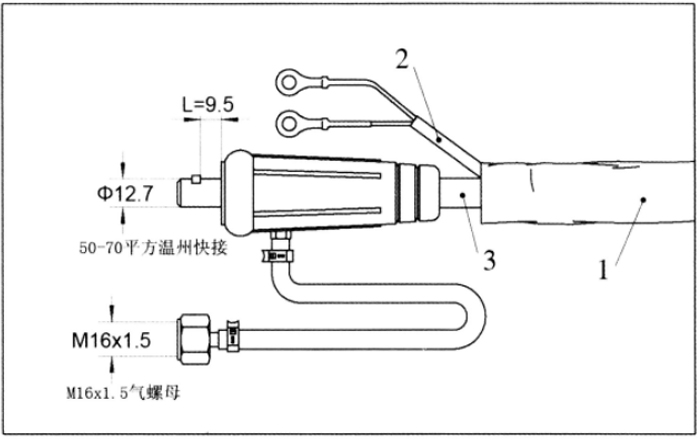
| NO. | Description |
| 1 | Cable Assembly Cover, For 4M(12.5 feet), Rubber/Jean |
| Cable Assembly Cover, For 8M(25 feet), Rubber/Jean | |
| 2 | Control Wire |
| 3 | Cable 10mm²,4M(12.5 feet) |
| Cable 10mm²,8M(25 feet) | |
| 4 | Cable Adapter |
| 5 | Nut Cup(SW17) |
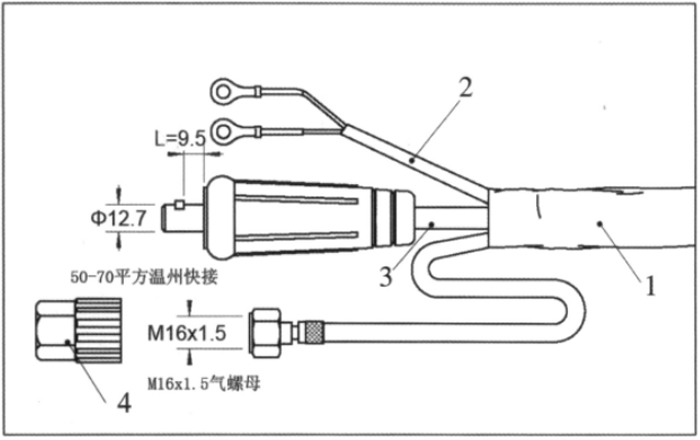
| NO. | Description |
| 1 | Cable Assembly Cover, For 4M(12.5 feet), Rubber/Jean |
| Cable Assembly Cover, For 8M(25 feet), Rubber/Jean | |
| 2 | Control Wire |
| 3 | Cable 25mm²,4M(12.5 feet) |
| Cable 25mm²,8M(25 feet) | |
| 4 | Nut Cup(SW19) |
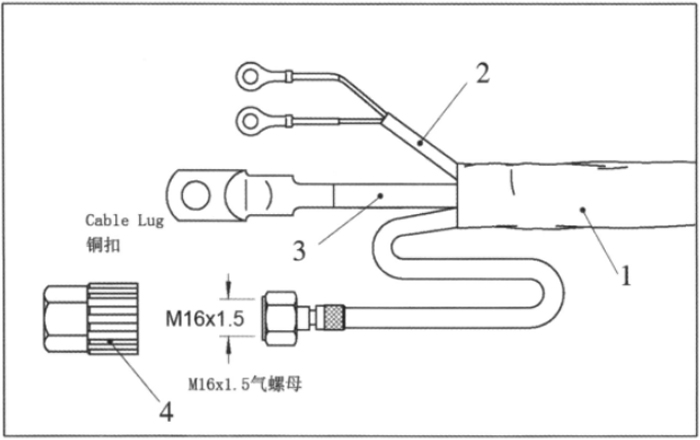
| NO. | Description |
| 1 | Cable Assembly Cover, For 4M(12.5 feet), Rubber/Jean |
| Cable Assembly Cover, For 8M(25 feet), Rubber/Jean | |
| 2 | Control Wire |
| 3 | Cable 25mm²,4M(12.5 feet) |
| Cable 25mm²,8M(25 feet) | |
| 4 | Nut Cup(SW19) |
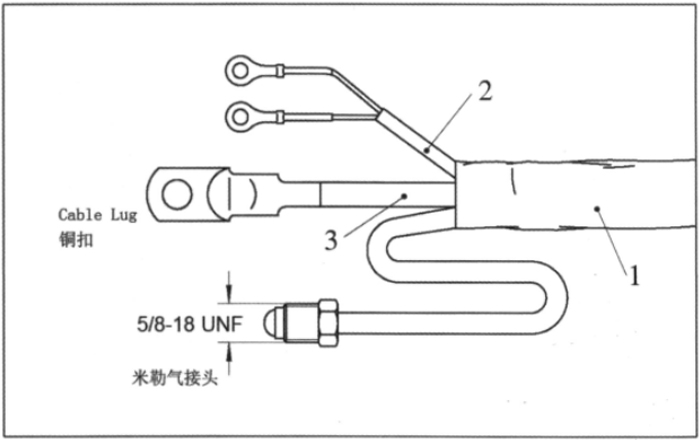
| NO. | Description |
| 1 | Cable Assembly Cover, For 4M(12.5 feet), Rubber/Jean |
| Cable Assembly Cover, For 8M(25 feet), Rubber/Jean | |
| 2 | Control Wire |
| 3 | Cable 10mm²,4M(12.5 feet) |
| Cable 10mm²,8M(25 feet) |
-
- feedback
-
-
- Quick Links
- About us
- Products
- News
- Contact us